
TiAl-Based Oxidation-Resistant Hard Coatings with Different Al Contents Obtained by Vacuum-Pulse-Arc Granule Melting

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure of Coating Obtained by Melting Granules
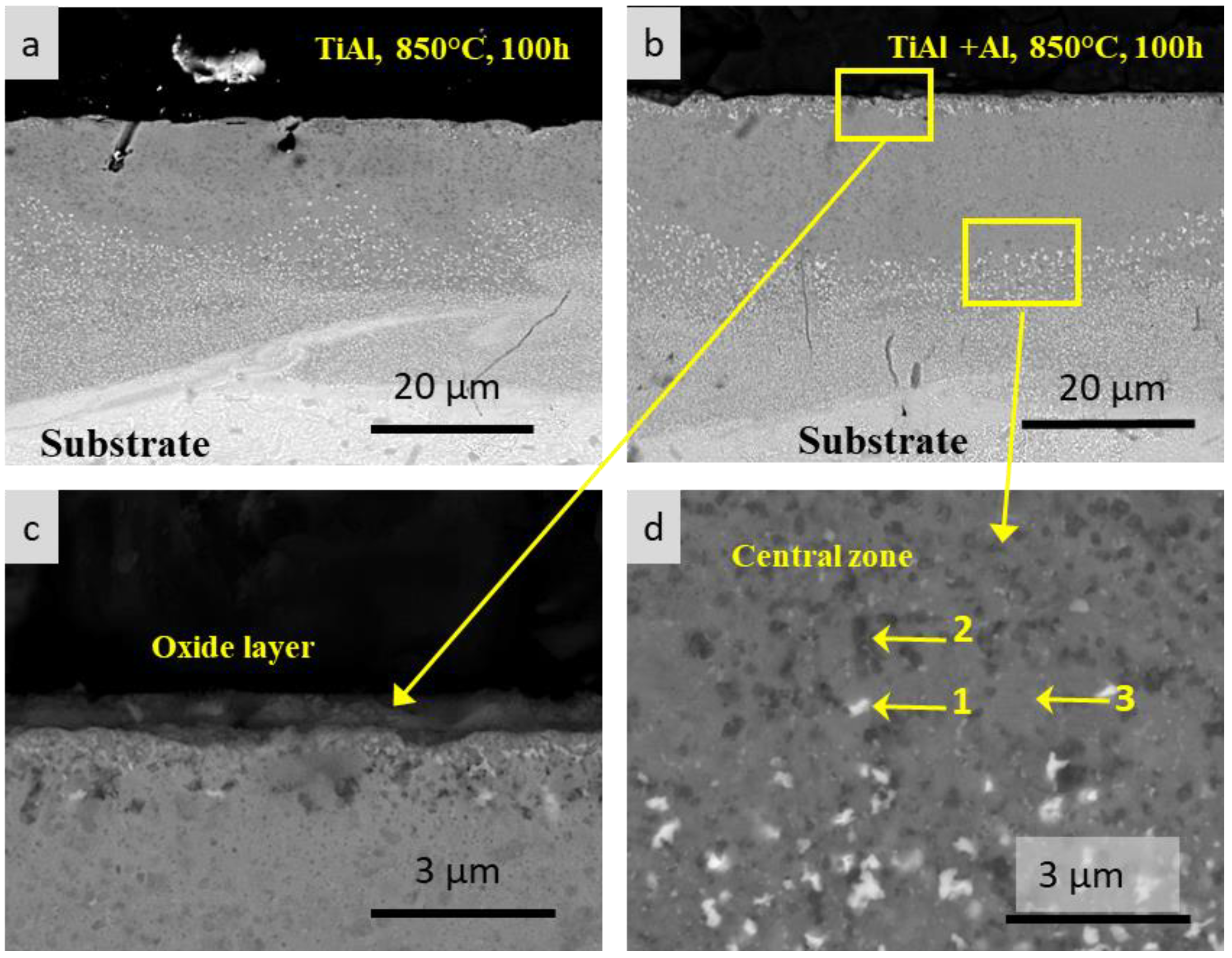
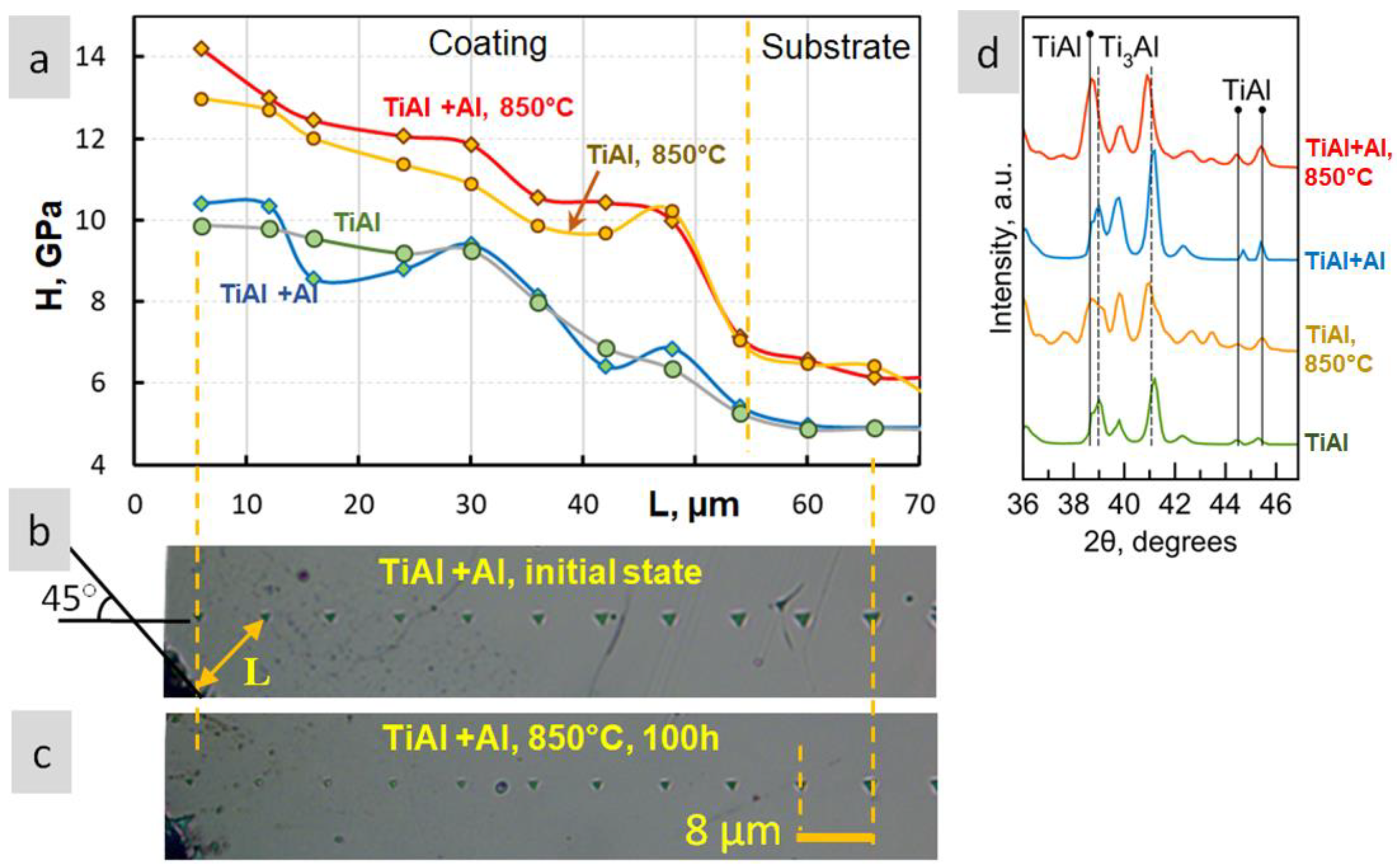
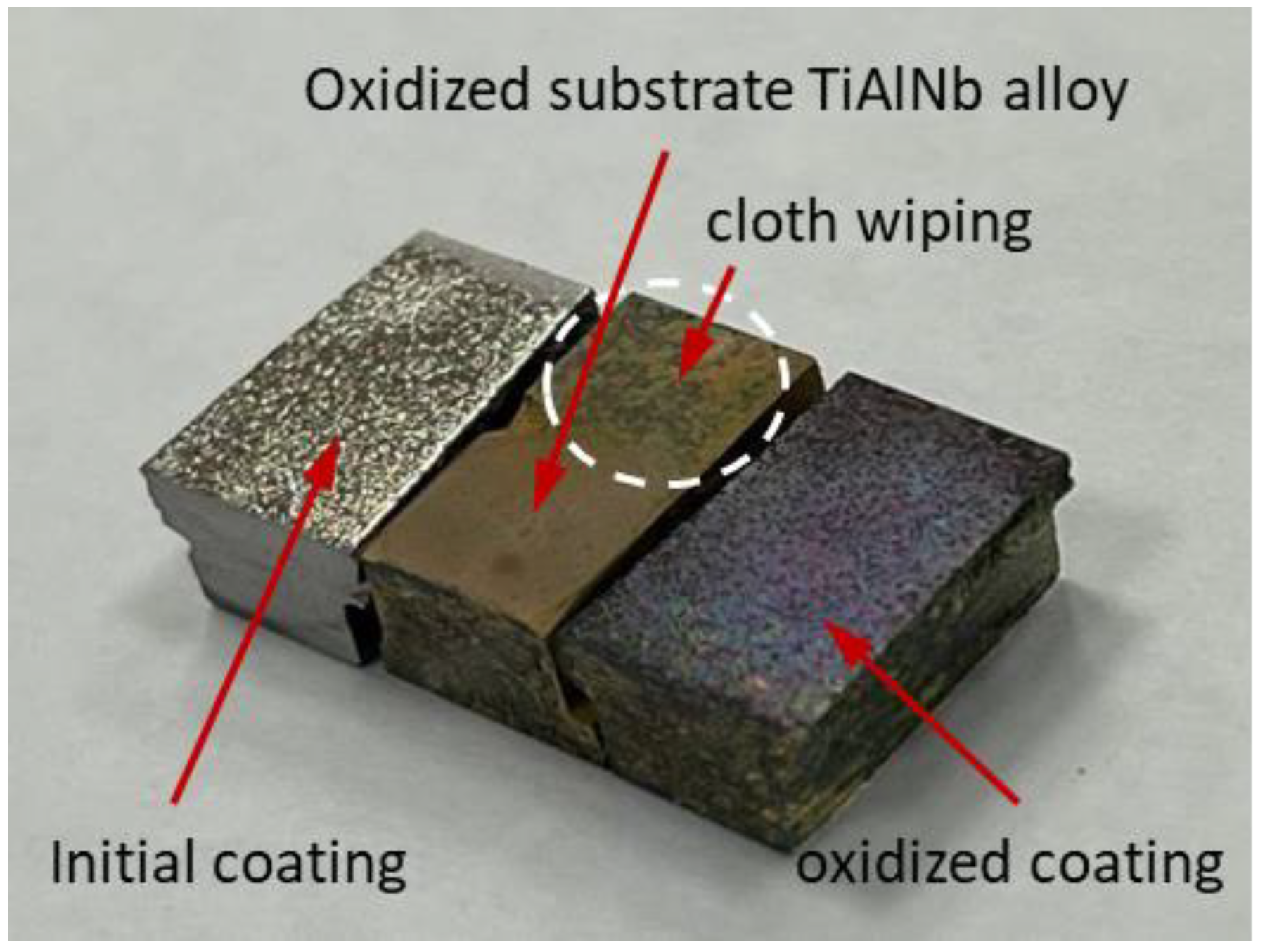
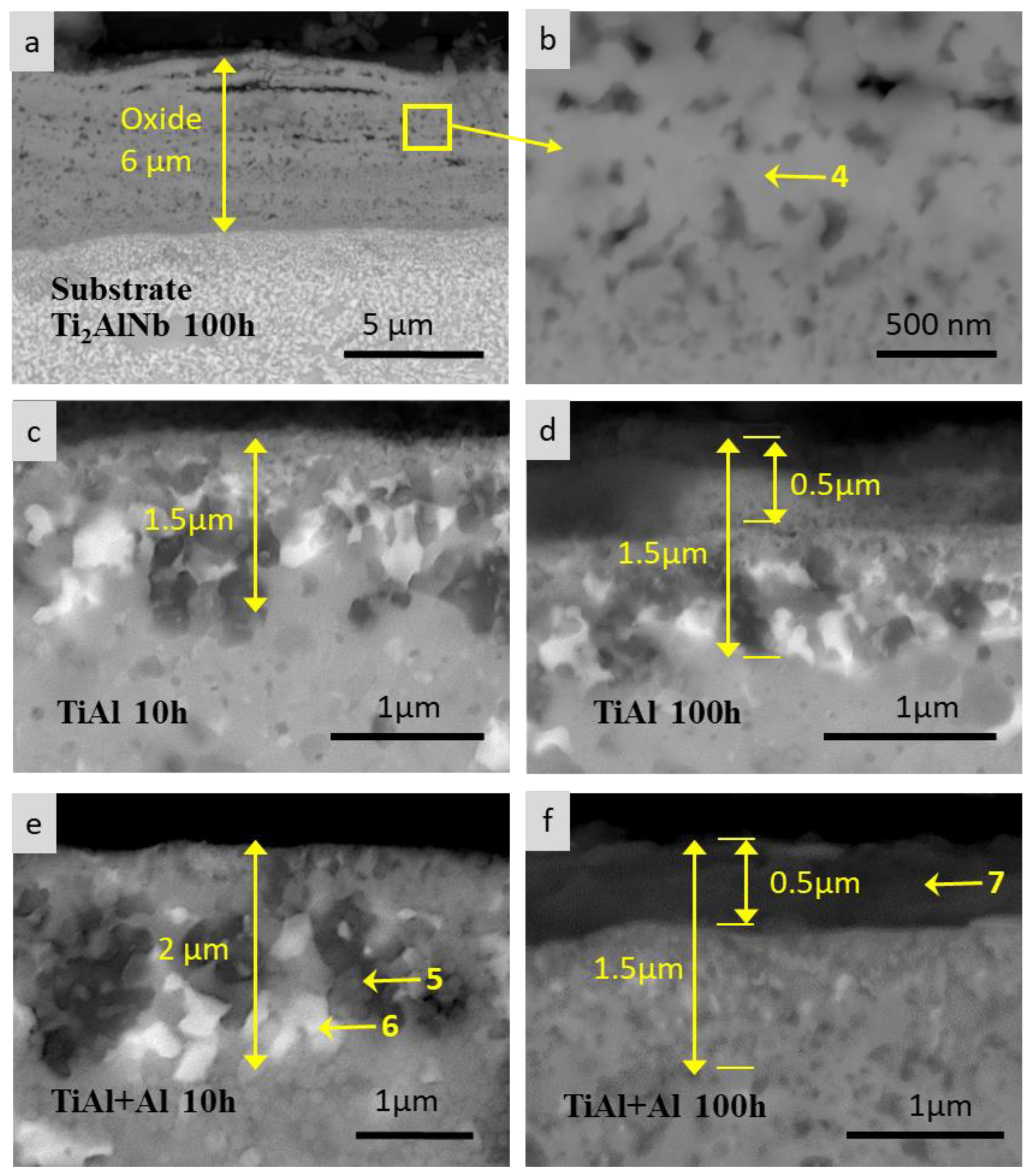
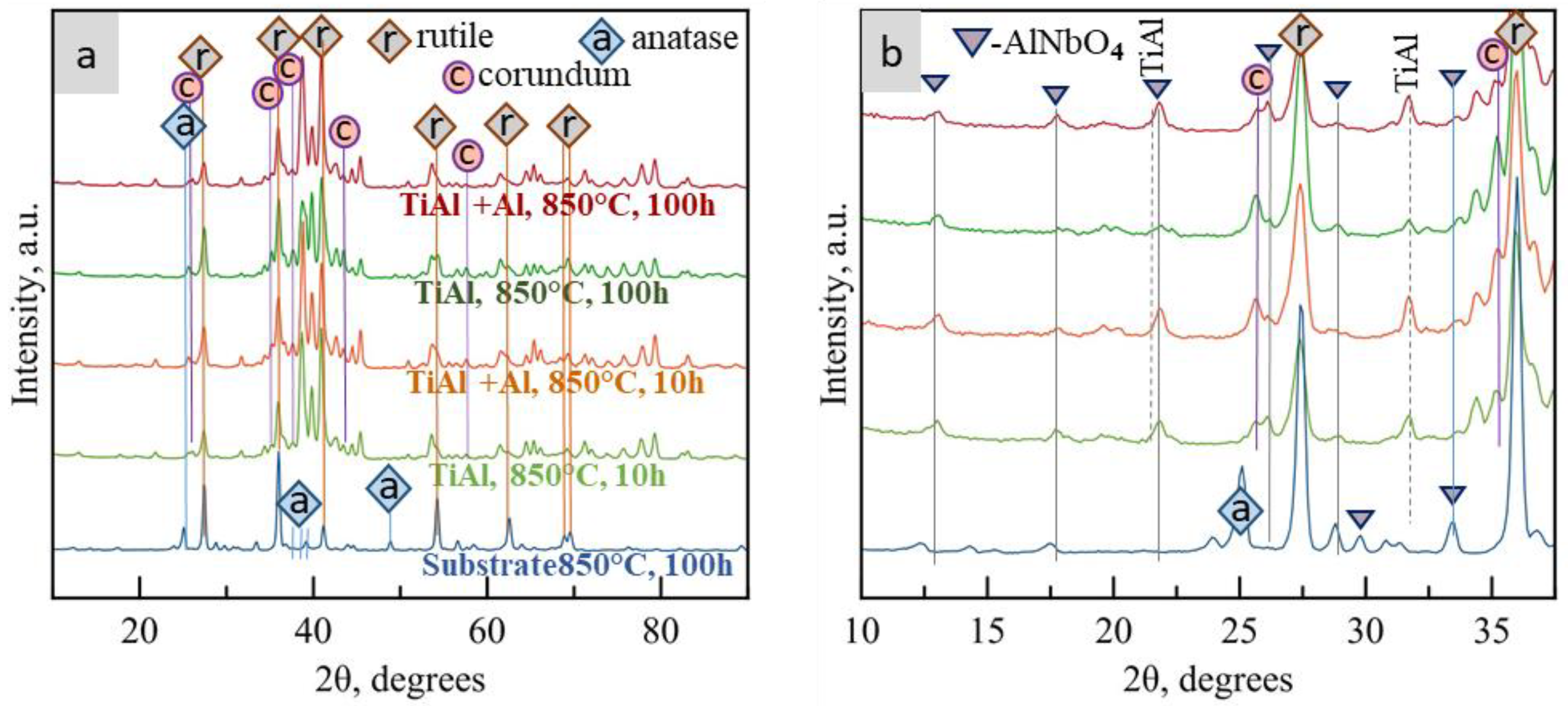
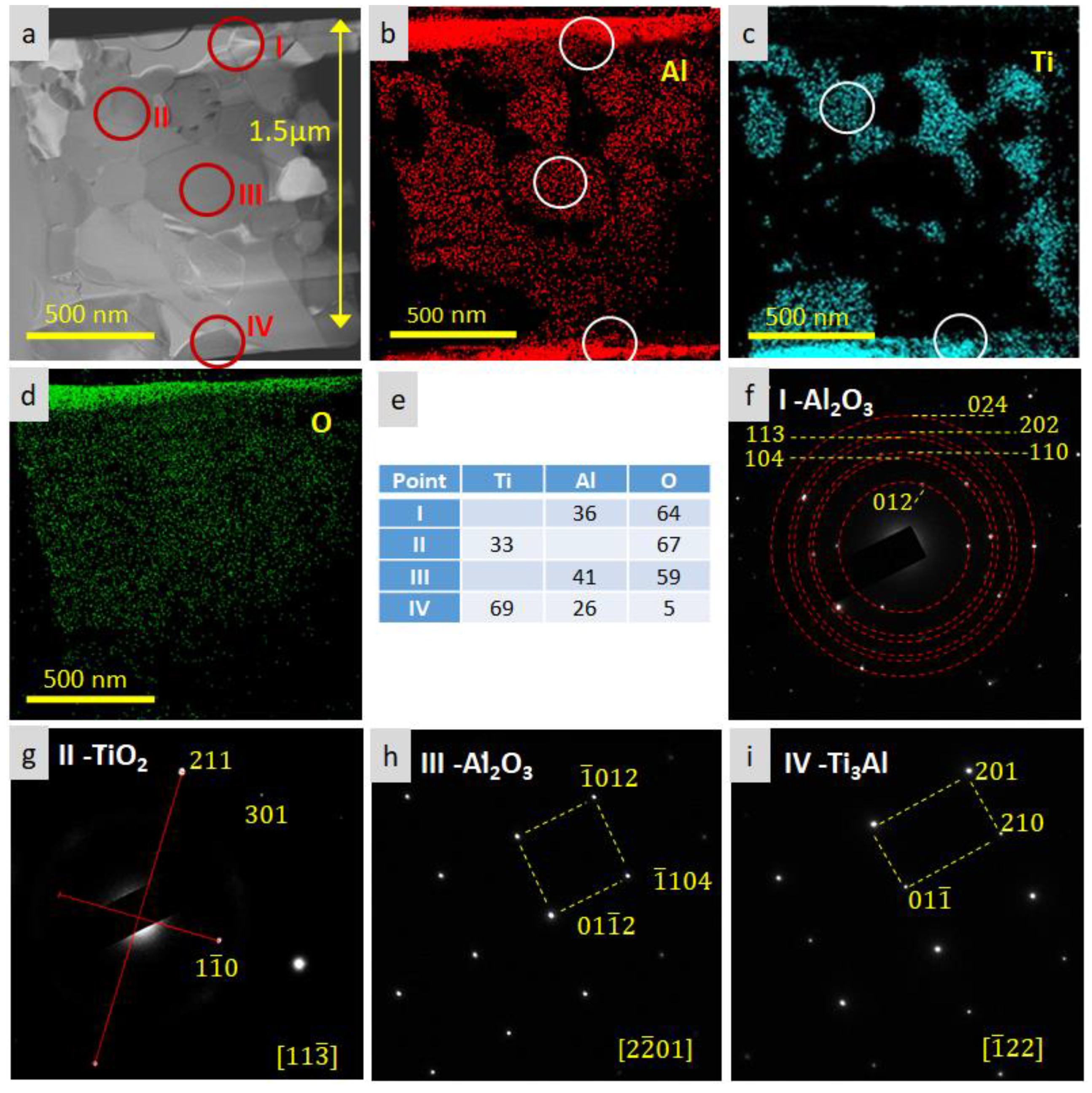
3.2. Annealing and Oxidation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| at.% | Figure | Ti | Al | Nb | O |
|---|---|---|---|---|---|
| TiAl + Al, pt. 1 | Figure 5 | 46 | 35 | 19 | |
| TiAl + Al, pt. 2 | Figure 5 | 52 | 40 | 8 | |
| TiAl + Al, pt. 3 | Figure 5 | 57 | 34 | 9 | |
| Oxide on substr., pt. 4 | Figure 8 | 19 | 8 | 9 | 65 |
| Oxide TiAl + Al, pt. 5 grey | Figure 8 | 20 | 25 | 3 | 52 |
| Oxide TiAl + Al, pt. 6 white | Figure 8 | 20 | 14 | 6 | 60 |
| Oxide TiAl + Al, pt. 7 black | Figure 8 | 11 | 28 | 5 | 56 |
3.3. Final Remarks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Clemens, H.; Smarsly, W. Light-Weight Intermetallic Titanium Aluminides—Status of Research and Development. Adv. Mat. Res. 2011, 278, 551–556. [Google Scholar] [CrossRef]
- Xu, R.; Li, M.; Zhao, Y. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloys Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Song, L.; Appel, F.; Wang, L.; Oehring, M.; Hu, X.; Stark, A.; He, J.; Lorenz, U.; Zhang, T.; Lin, J.; et al. New insights into high-temperature deformation and phase transformation mechanisms of lamellar structures in high Nb-containing TiAl alloys. Acta Mater. 2020, 186, 575–586. [Google Scholar] [CrossRef]
- Erdely, P.; Staron, P.; Maawad, E.; Schell, N.; Clemens, H.; Mayer, S. Lattice and phase strain evolution during tensile loading of an intermetallic, multi-phase γ-TiAl based alloy. Acta Mater. 2018, 158, 193–205. [Google Scholar] [CrossRef]
- Loginov, P.A.; Markov, G.M.; Korotitskiy, A.V.; Levashov, E.A. Compressive creep behavior of powder metallurgy manufactured Y2O3-reinforced TNM-B1 TiAl alloy with equiaxed and lamellar microstructure. Mater. Charact. 2023, 205, 113367. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Zhang, H.; Yan, N.; Liang, H.; Liu, Y. Phase transformation and microstructure control of Ti2AlNb-based alloys: A review. J. Mater. Sci. Technol. 2021, 80, 203–216. [Google Scholar] [CrossRef]
- Banerjee, D. The intermetallic Ti2AlNb. Prog. Mater. Sci. 1997, 42, 135–158. [Google Scholar] [CrossRef]
- Li, N.; Zhao, Z.B.; Sun, H.; Zhou, T.Y.; Wang, Q.J.; Yang, J.X.; Liu, Y.H.; Zhang, B.H. Effects of heat treatment on microstructure evolution and mechanical properties of Ti–22Al–24Nb-0.5Mo alloy. Mater. Sci. Eng. A 2022, 857, 144052. [Google Scholar] [CrossRef]
- Dadé, M.; Esin, V.A.; Nazé, L.; Sallot, P. Short- and long-term oxidation behaviour of an advanced Ti2AlNb alloy. Corros. Sci. 2019, 148, 379–387. [Google Scholar] [CrossRef]
- Leyens, C. Environmental effects on orthorhombic alloy Ti-22Al-25Nb in air between 650 and 1000 C. Oxid. Met. 1999, 52, 475–503. [Google Scholar] [CrossRef]
- Pflumm, R.; Friedle, S.; Schütze, M. Oxidation protection of γ-TiAl-based alloys—A review. Intermetallics 2015, 56, 1–14. [Google Scholar] [CrossRef]
- Xia, Z.; Shan, C.; Zhang, M.; Cui, M.; Luo, M. Machinability of γ-TiAl: A review. Chin. J. Aeronaut. 2023, 36, 40–75. [Google Scholar] [CrossRef]
- Stendal, J.A.; Eisentraut, M.; Imran, M.; Sizova, I.; Bolz, S.; Weiß, S.; Bambach, M. Accelerated hot deformation and heat treatment of the TiAl alloy TNM-B1 for enhanced hot workability and controlled damage. J. Mater. Process. Technol. 2021, 291, 116999. [Google Scholar] [CrossRef]
- Schütze, M.; Friedle, S. Oxidation behavior of intermetallic titanium aluminide alloys. MRS Online Proc. Libr. 2013, 1516, 77–88. [Google Scholar] [CrossRef]
- Galetz, M.C.; Ulrich, A.S.; Oskay, C.; Fähsing, D.; Laska, N.; Schulz, U.; Schütze, M. Oxidation-induced microstructural changes of the TiAl TNM-B1 alloy after exposure at 900 °C in air. Intermetallics 2020, 123, 106830. [Google Scholar] [CrossRef]
- Tan, Y.; Chen, R.; Fang, H.; Liu, Y.; Cui, H.; Su, Y.; Guo, J.; Fu, H. Enhanced strength and ductility in Ti46Al4Nb1Mo alloys via boron addition. J. Mater. Sci. Technol. 2022, 102, 16–23. [Google Scholar] [CrossRef]
- Hecht, U.; Witusiewicz, V.; Drevermann, A.; Zollinger, J. Grain refinement by low boron additions in niobium-rich TiAl-based alloys. Intermetallics 2008, 16, 969–978. [Google Scholar] [CrossRef]
- Sun, T.; Guo, Z.; Cao, J.; Liang, Y.; Lin, J. Isothermal oxidation behavior of high-Nb-containing TiAl alloys doped with W, B, Y, and C/Si. Corros. Sci. 2023, 213, 110980. [Google Scholar] [CrossRef]
- Xiong, H.-P.; Mao, W.; Xie, Y.-H.; Cheng, Y.-Y.; Li, X.-H. Formation of silicide coatings on the surface of a TiAl-based alloy and improvement in oxidation resistance. Mater. Sci. Eng. A 2005, 391, 10–18. [Google Scholar] [CrossRef]
- Goral, M.; Swadzba, L.; Moskal, G.; Jarczyk, G.; Aguilar, J. Diffusion aluminide coatings for TiAl intermetallic turbine blades. Intermetallics 2011, 19, 744–747. [Google Scholar] [CrossRef]
- Friedle, S.; Nießen, N.; Braun, R.; Schütze, M. Thermal barrier coatings on γ-TiAl protected by the halogen effect. Surf. Coat. Technol. 2012, 212, 72–78. [Google Scholar] [CrossRef]
- Du, H.L.; Datta, P.K.; Hu, D.; Wu, X. High temperature corrosion mechanisms of certain new TiAl-based intermetallic alloys in an aggressive H2/H2O/H2S environment at 850 °C. Corros. Sci. 2007, 49, 2406–2420. [Google Scholar] [CrossRef]
- Izumi, T.; Yoshioka, T.; Hayashi, S.; Narita, T. Sulfidation properties of TiAl–2 at.% X (X=Si, Mn, Ni, Ge, Y, Zr, La and Ta) alloys at 1173 K and 1.3 Pa sulfur pressure in an H2S–H2 gas mixture. Intermetallics 2002, 10, 353–360. [Google Scholar] [CrossRef]
- Liew, W.Y.H.; Lim, H.P.; Melvin, G.J.H.; Dayou, J.; Jiang, Z.-T. Thermal stability, mechanical properties, and tribological performance of TiAlXN coatings: Understanding the effects of alloying additions. J. Mater. Res. Technol. 2022, 17, 961–1012. [Google Scholar] [CrossRef]
- Ostrovskaya, O.; Badini, C.; Deambrosis, S.M.; Miorin, E.; Biamino, S.; Padovano, E. Protection from oxidation of second and third generation TiAl intermetallic alloys by magnetron sputtering deposition of a TiAl/TiAlN coating. Mater. Des. 2021, 208, 109905. [Google Scholar] [CrossRef]
- Laska, N.; Braun, R.; Knittel, S. Oxidation behavior of protective Ti-Al-Cr based coatings applied on the γ-TiAl alloys Ti-48-2-2 and TNM-B1. Surf. Coat. Technol. 2018, 349, 347–356. [Google Scholar] [CrossRef]
- Kagerer, S.; Hudak, O.E.; Schloffer, M.; Riedl, H.; Mayrhofer, P.H. TGO formation and oxygen diffusion in Al-rich gamma-TiAl PVD-coatings on TNM alloys. Scr. Mater. 2022, 210, 114455. [Google Scholar] [CrossRef]
- Kagerer, S.; Hudak, O.E.; Wojcik, T.; Hahn, R.; Davydok, A.; Schloffer, M.; Riedl, H.; Mayrhofer, P.H. Oxidation protection of TNM alloys with Al-rich γ-TiAl-based coatings. J. Alloys Compd. 2023, 969, 172343. [Google Scholar] [CrossRef]
- Enrique, P.D.; Marzbanrad, E.; Mahmoodkhani, Y.; Jiao, Z.; Toyserkani, E.; Zhou, N.Y. Surface modification of binder-jet additive manufactured Inconel 625 via electrospark deposition. Surf. Coat. Technol. 2019, 362, 141–149. [Google Scholar] [CrossRef]
- Sheveyko, A.N.; Kuptsov, K.A.; Kiryukhantsev-Korneev, P.V.; Kaplansky, Y.Y.; Orekhov, A.S.; Levashov, E.A. Protective coatings for LPBF Ni-based superalloys using a combination of electrospark deposition and pulsed arc evaporation methods. Appl. Surf. Sci. 2022, 581, 152357. [Google Scholar] [CrossRef]
- Kuptsov, K.A.; Sheveyko, A.N.; Sidorenko, D.A.; Shtansky, D.V. Electro-spark deposition in vacuum using graphite electrode at different electrode polarities: Peculiarities of microstructure, electrochemical and tribological properties. Appl. Surf. Sci. 2021, 566, 150722. [Google Scholar] [CrossRef]
- Sheveyko, A.N.; Kuptsov, K.A.; Antonyuk, M.N.; Bazlov, A.I.; Shtansky, D.V. Electro-spark deposition of amorphous Fe-based coatings in vacuum and in argon controlled by surface wettability. Mater. Lett. 2022, 318, 132195. [Google Scholar] [CrossRef]
- Sheveyko, A.N.; Kuptsov, K.A.; Fatykhova, M.N.; Shtansky, D.V. Deposition of oxidation-resistant coatings by vacuum-pulse-arc melting of NiAl-based granules to protect Ni superalloys. Surf. Coat. Technol. 2023, 474, 130097. [Google Scholar] [CrossRef]
- Loginov, P.A.; Kaplanskii, Y.Y.; Markov, G.M.; Patsera, E.I.; Vorotilo, K.V.; Korotitskiy, A.V.; Shvyndina, N.V.; Levashov, E.A. Structural and mechanical properties of Ti–Al–Nb–Mo–B alloy produced from the SHS powder subjected to high-energy ball milling. Mater. Sci. Eng. A 2021, 814, 141153. [Google Scholar] [CrossRef]
- Yu, Q.; Kacher, J.; Gammer, C.; Traylor, R.; Samanta, A.; Yang, Z.; Minor, A.M. In situ TEM observation of FCC Ti formation at elevated temperatures. Scr. Mater. 2017, 140, 9–12. [Google Scholar] [CrossRef]
- Zhang, D.L.; Ying, D.Y. Formation of fcc titanium during heating high energy ball milled Al–Ti powders. Mater. Lett. 2002, 52, 329–333. [Google Scholar] [CrossRef]
- Datta, P.K.; Du, H.L.; Burnell-Gray, J.S.; Ricker, R.E. Corrosion of Intermetallics. In Corrosion: Materials; Cramer, S.D., Covino, B.S., Jr., Eds.; ASM International: Tokyo, Japan, 2005; Volume 13B, pp. 490–512. [Google Scholar]
- Zhu, Z.-y.; Cai, Y.-f.; Gong, Y.-j.; Shen, G.-p.; Tu, Y.-g.; Zhang, G.-f. Isothermal oxidation behavior and mechanism of a nickel-based superalloy at 1000 °C. Int. J. Miner. Metall. Mater. 2017, 24, 776–783. [Google Scholar] [CrossRef]
- Rahmel, A.; Schütze, M.; Quadakkers, W.J. Fundamentals of TiAl oxidation—A critical review. Mater. Corros. 1995, 46, 271–285. [Google Scholar] [CrossRef]
- pel, F.; Paul, J.D.H.; Oehring, M. Oxidation Behavior and Related Issues. In Gamma Titanium Aluminide Alloys; Appel, F., Paul, J.D.H., Oehring, M., Eds.; Wiley: Hoboken, NJ, USA, 2011; pp. 433–463. [Google Scholar] [CrossRef]
- Shida, Y.; Anada, H. Role of W, Mo, Nb and Si on Oxidation of TiAl in Air at High Temperatures. Mater. Trans. JIM 1994, 35, 623–631. [Google Scholar] [CrossRef]










| at.% | Ti | Al | Nb | Mo | B * | Fe * | C * | O * | Ti/Al |
|---|---|---|---|---|---|---|---|---|---|
| Substrate | 50 | 25 | 25 | ∑ < 1 | 2 | ||||
| Granule | 50 | 44 | 4.9 | 1.0 | 0.1 | ∑ < 1 | 1.14 | ||
| Coating TiAl surface | 53 | 39 | 5.0 | 0.9 | 0.1 | 0.2 | 0.8 | 1.0 | 1.36 |
| Coating TiAl trans. zone | 53 | 29 | 16 | 0.9 | 0.1 | 0.1 | 0.4 | 0.5 | 1.83 |
| Coating TiAl + Al surface | 43 | 49 | 5.0 | 0.6 | 0.1 | 0.3 | 1.0 | 1.0 | 0.88 |
| Coating TiAl +Al trans. zone | 52 | 35 | 11.5 | 0.4 | 0.1 | 0.1 | 0.5 | 0.4 | 1.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sheveyko, A.N.; Kuptsov, K.A.; Kiryukhantsev-Korneev, P.V.; Fatykhova, M.N.; Markov, G.M.; Shtansky, D.V. TiAl-Based Oxidation-Resistant Hard Coatings with Different Al Contents Obtained by Vacuum-Pulse-Arc Granule Melting. Coatings 2024, 14, 6. https://doi.org/10.3390/coatings14010006
Sheveyko AN, Kuptsov KA, Kiryukhantsev-Korneev PV, Fatykhova MN, Markov GM, Shtansky DV. TiAl-Based Oxidation-Resistant Hard Coatings with Different Al Contents Obtained by Vacuum-Pulse-Arc Granule Melting. Coatings. 2024; 14(1):6. https://doi.org/10.3390/coatings14010006
Chicago/Turabian StyleSheveyko, Alexander N., Konstantin A. Kuptsov, Philipp V. Kiryukhantsev-Korneev, Maria N. Fatykhova, Georgy M. Markov, and Dmitry V. Shtansky. 2024. "TiAl-Based Oxidation-Resistant Hard Coatings with Different Al Contents Obtained by Vacuum-Pulse-Arc Granule Melting" Coatings 14, no. 1: 6. https://doi.org/10.3390/coatings14010006